10 Common Metal Welding Defects and How to Avoid Them
Welding is a process used to join metal parts together. When done right, it creates strong, lasting connections. But if something goes wrong during welding, it can lead to defects or mistakes that make the weld weak or look bad. These problems can lead to part failure, damage, or safety risks.
In this article, we’ll look at some of the most common welding defects, what causes them, and how to avoid them. This guide is written in simple words so that anyone, from beginners to professionals, can understand and apply the tips.
10 Common Welding Defects and How to Avoid Them
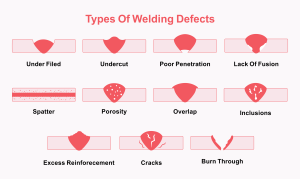
Here are the details of ten common welding defects and how to avoid them. Keep in mind that such defects can weaken a welded joint and can result in catastrophic failures.
Porosity
What causes porosity?
Porosity happens when gas bubbles get trapped in the weld. This creates tiny holes that weaken the weld and allow moisture or air inside. It often occurs because the metal surface is dirty, covered in oil, rust, paint, or moisture. It can also be caused by damp electrodes or the wrong shielding gas, or if the gas flow is not steady.
How to avoid it:
To prevent porosity, always clean the metal before welding. Use dry electrodes or wire, and make sure your shielding gas is correct and flowing properly. Welding indoors or in a wind-free area also helps keep the gas shield steady.
Cracks
What causes cracks?
Cracks are splits in the weld or the base metal and can happen during or after welding. They occur because of too much heat, fast cooling, poor joint design, or stress in the metal. If the welding ends too quickly without filling the last part, it can leave a “crater crack” at the end.
How to avoid it:
Use the correct amount of heat, and preheat thicker metals if needed. Cool the metal slowly and finish the weld carefully to fill the end properly. Design your joints in a way that reduces stress during and after welding.
Undercut
What causes undercut?
An undercut is a groove along the edge of the weld, where metal has been melted away. It weakens the weld by making the edges thinner. It usually happens when the welding current is too high, the travel speed is too fast, or the angle of the welding torch is incorrect.
How to avoid it:
Lower your current settings if needed, slow down your welding speed, and hold the torch at the proper angle. Practising steady movements will also help avoid this defect.
Slag Inclusions
What causes slag inclusions?
Slag is the leftover material from welding, and if it gets trapped in the weld, it becomes a slag inclusion. This makes the weld weaker. It often happens when the welder doesn’t clean between weld passes or uses poor technique.
How to avoid it:
Clean the weld properly between passes using a brush or chipping tool. Use the right electrode angle and keep a steady speed. At Kirmell Ltd, our skilled welders always follow proper cleaning steps between passes to avoid slag inclusion and ensure clean, strong welds. Contact us today to get a quote.
Lack of Fusion
What causes lack of fusion?
Lack of fusion happens when the weld doesn’t melt properly into the base metal or earlier weld layer. This creates a weak connection that may look fine on the outside but can break under pressure. It usually occurs because the heat is too low, the torch angle is wrong, or the welder is moving too fast. If you want to understand different welding techniques that help improve fusion, explore our guide to metal welding and its types.
How to avoid it:
Use the right heat settings to fully melt both the base and filler metals. Hold the torch at the correct angle and keep a steady hand. Don’t rush, take your time to allow proper melting and bonding.

Lack of Penetration
What causes lack of penetration?
This defect means the weld doesn’t go deep enough into the joint, making it weak. It can be caused by low welding power, a joint that’s too tight, or metal that’s too thick for the settings used.
How to avoid it:
Increase the current or use a more powerful machine. Adjust the joint gap and preheat thicker metals if needed. Proper joint design and preparation are key to avoiding this issue.
Spatter
What causes spatter?
Spatter is when small bits of metal splash out and stick around the weld. It doesn’t always weaken the weld, but it looks messy and requires cleanup. Spatter happens when the current is too high, gas flow is poor, or the surface is dirty.
How to avoid it:
Adjust your voltage and current settings to the correct levels. Clean the metal surface well and check your shielding gas flow. You can also use anti-spatter spray to keep the area cleaner.
Burn-Through
What causes burn-through?
Burn-through is when the weld melts a hole in the base metal, often when welding thin sheets. It happens because of too much heat or staying too long in one spot.
How to avoid it:
Use lower heat settings and move the torch steadily. On thin metal, pulse welding settings or practising on scrap can help prevent holes.
Incomplete Joint Penetration
What causes incomplete penetration?
This means the weld didn’t fill the joint from the root to the surface. It usually happens because the joint wasn’t prepared properly, the heat was too low, or the welder didn’t move deeply enough into the joint.
How to avoid it:
Grind or shape the joint correctly before welding. Increase your heat settings if needed, and make sure your movements allow for full coverage. Double-checking joint fit-up can prevent this problem.

Distortion or Warping
What causes distortion?
Distortion happens when metal bends or twists after welding due to uneven heating and cooling. Too much heat, poor clamping, or welding in one long run can cause it.
How to avoid it:
Use clamps to hold the metal in place, tack weld first, and weld in short sections. Letting the metal cool between welds helps control shrinkage. At Kirmell, we use careful clamping methods and controlled weld sequences to avoid distortion in all precision parts. Contact us now to discuss your welding projects, and we will ensure the highest quality of service possible.
Final Tips for Welders
Avoiding defects starts with good habits. Always clean your metal before welding. Use the right settings, angles, and techniques. Practice on scrap metal when trying new methods. Take your time and check your work.
Welding mistakes can happen, but with care and attention, they can be reduced or completely avoided. Quality welding means safer, stronger, and better-looking metal parts.
Conclusion
Welding defects are common, but they don’t have to be. By knowing what causes them and how to prevent them, you can make better welds every time. Whether you’re welding at home or in a professional workshop, these tips will help improve your work and reduce waste.
Kirmell Ltd continues to set the standard in quality welding services by focusing on technique, precision, and customer satisfaction. By avoiding these common welding problems, we deliver reliable results across industries that depend on strong, clean welds.
Kirmell Welding Services: Quality You Can Trust
At Kirmell Ltd, we take pride in delivering high-quality welding services with a strong focus on precision, safety, and reliability. Our expert team uses the right techniques, modern equipment, and strict quality checks to avoid common welding problems such as porosity, cracks, undercuts, and distortion.
We work with a wide range of metals and applications, whether it’s light structural work or precision industrial components. By following industry best practices and using clean, well-prepared materials, we ensure every weld is strong, clean, and built to last.
Need reliable welding solutions? Contact us today at [email protected] to discuss your project with our team or fill out the form provided below.
FAQs
What causes most welding defects?
Why do cracks appear in a weld?
How can I stop porosity in my welds?
What is the best way to avoid undercutting?
What types of welding does Kirmell offer?
[ninja_form id=2]








Leave a Reply
Want to join the discussion?Feel free to contribute!