5 Different Types of Welding Joints
Welding is one of the most widely used fabrication processes across industries such as construction, automotive manufacturing, aerospace, energy, shipbuilding, and industrial equipment production. At the heart of every welded structure lies a specific joint design how two or more metal pieces are arranged before being fused. This design determines how well the joint-welded section will perform under load, heat, vibration, and long-term service.
For this reason, welders and engineers must understand the different kinds of welding joints to ensure strength, stability, and durability.
In this guide, we break down the different types of welding joints, explain how they work, highlight their advantages and limitations, and describe where they are commonly used. So let’s get started.
Why Joint Design Matters in Welding
Before diving into the joint types, it’s important to understand why joint design is critical. The way two metal surfaces meet influences:
- Weld penetration
- Mechanical strength
- Load-bearing ability
- Heat distribution
- Distortion and warping
- Required edge preparation
- Overall welding cost and time
Every joint must endure various stresses, including tensile, compressive, shear, bending, and torsional forces. Selecting the right joint type ensures the welded structure can safely withstand these loads. For more information, read about different types of welding and where they are used.

5 Common Types of Welding Joints
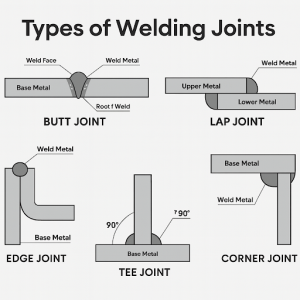
1. Butt Joint
A butt joint is the most common and straightforward configuration used in general fabrication, piping systems, frames, and structural components. In this design, two metal pieces lie on the same plane with their edges touching. When welded properly, the result is a smooth, clean surface with minimal protrusion.
A butt welded joint may require different types of groove preparations depending on the thickness of the material. Thicker plates often need beveling, while thinner sheets may be welded using a square groove without edge preparation.
Advantages
- Produces strong, uniform welds
- Ideal for automated welding processes
- Minimal material overlap, saving cost
- Suitable for pressure-rated components (pipes, tanks)
Common Applications
- Pipeline welding
- Structural steel fabrication
- Metal frames
- Automotive and aerospace parts
Edge preparation, fit-up, and welding parameters greatly influence the success of a butt joint. When performed correctly with full penetration, it offers excellent mechanical properties.
For industries needing accurate and dependable butt joint fabrication, Kirmell provides precision-cut and professionally welded metal components to ensure long-lasting performance. Contact us today for more information in this regard.
2. Tee Joint
A tee joint forms when two metal pieces intersect at a right angle, creating a “T” shape. One piece rests perpendicular to the middle of another, making this joint ideal for reinforcing structures or joining tubes, brackets, and stiffeners.
Tee joints most commonly use fillet welds, but depending on design, they may also incorporate bevel-groove welds, J-grooves, melt-through welds, or speciality welds.
Advantages
- Strong fillet weld support
- Easy to position and fit
- Suitable for thick materials
- Performs well under shear forces
Common Applications
- Structural frameworks
- Support brackets
- Pipe connections to plates
- Machinery assemblies
Tee joints require correct heat input to avoid distortion, especially on thinner materials.
3. Lap Joint
A lap joint is created when one metal piece overlaps another. This configuration is common in sheet metal work, fabrication of thin components, and applications requiring reinforcement. The weld is applied on the overlapping edges, often in the form of fillet welds, plug welds, or spot welds.
A lap welding joint works especially well for joining materials of different thicknesses, making it valuable in automotive bodywork and lightweight metal fabrication.
Advantages
- Ideal for thin sheets and dissimilar thicknesses
- Provides additional reinforcement through overlapping material
- Easy to assemble
- Good corrosion-resistant options with continuous welding
Common Applications
- Vehicle panels
- Sheet metal enclosures
- HVAC ducts
- Lightweight frames
One thing to consider is potential corrosion between overlapping surfaces if moisture becomes trapped, so designers often allow for drainage or sealing.
For manufacturers working with sheet metal, frames, and custom assemblies, Kirmell delivers specialised welding solutions designed to handle complex joint configurations with high-quality results.
4. Corner Joint
A corner joint is formed when two metal pieces meet at a 90-degree angle to create an “L” shape. This design is widely used in frame construction, sheet-metal housings, and box-shaped products.
Corner joints can be open corner or closed corner:
- Open Corner: Edges meet in a V-shape; easier to weld but may weaken thin metals.
- Closed Corner: One sheet meets the face of another; stronger but may need grinding after welding for a smooth finish.
Various weld types may be used, including fillet welds, bevel-grooves, J-grooves, flare-grooves, V-grooves, and spot welds. The chosen weld depends on strength needs and material thickness.
Advantages
- Excellent for fabricating frames
- Works with many weld types
- Versatile for thick and thin metals
- Strong finished edges for enclosures
Common Applications
- Metal boxes and cabinets
- Frames and supports
- Sheet metal housings
- Equipment structures
Proper alignment and fixturing ensure accuracy and prevent distortion. To learn more about welding errors, read 10 Common Metal Welding Defects.
5. Edge Joint
In an edge joint, you place two metal pieces side by side with their edges touching or closely aligned, and you apply the weld along those edges, making this joint best suited for low-stress or sheet-metal applications.
Edge joints are often used when the adjoining edges will not be subject to heavy loads. They may require bevelling or machining to create grooves for improved penetration when greater strength is necessary.
Advantages
- Ideal for thin plates
- Clean appearance
- Works well for joining edges that do not carry high loads
- Can be welded along the entire perimeter
Common Applications
- Sheet metal containers
- Light-duty metal covers
- Reinforcing edges
- Non-structural assemblies
While not as strong as other joints under heavy stress, edge joints offer design flexibility for enclosures and lightweight parts.
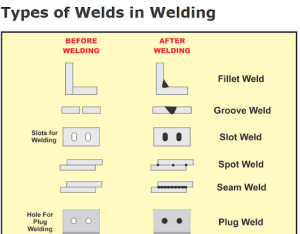
Types of Welds Used in These Welding Joints
Understanding weld joints also requires understanding the weld types commonly applied:
Fillet Welds
Used heavily in lap, tee, and corner joints. They create triangular cross-sections and provide high shear strength.
Groove Welds
Used in butt joints and thicker materials requiring full penetration.
Typical groove shapes include:
- Square groove
- V-groove
- U-groove
- J-groove
- Bevel groove
Plug and Slot Welds
Used in overlapping materials to increase reinforcement.
Spot and Seam Welds
Common in sheet metal and automotive fabrication.
Different weld types allow different levels of strength, penetration, and tolerance for distortion, making them essential to the function of weld joints.
How Welding Joints Handle Stress
A welded structure can experience several kinds of forces:
- Tensile stress stretches the joint.
- Compressive stress presses it together.
- Shear stress slides one surface across another.
- Bending stress causes the metal to bow.
- Torsional stress twists the joint.
Understanding how each joint behaves under these loads allows engineers to choose the right joint configuration for the job. For example:
- Butt joints resist tensile and bending forces well.
- Tee joints handle shear forces effectively.
- Lap joints distribute load across the overlap.
- Corner joints offer rigidity for frame-like structures.
- Edge joints are best for minimal-stress applications.
This is why welding joints must be selected carefully, not only based on geometry but also on how the final part will function in the real world.
Selecting the Right Welding Joint for Your Application
When choosing weld joint types, professionals consider factors such as:
- Material thickness
- Required load capacity
- Joint accessibility
- Welding process (MIG, TIG, Stick, laser, etc.)
- Edge preparation requirements
- Final appearance
- Cost and production speed
Selecting the wrong joint can lead to distortion, cracking, poor penetration, or even structural failure.

Kirmell Welding Services: Precision Solutions for Every Project
At Kirmell, we provide high-quality welding services designed to meet the needs of manufacturers, contractors, and industrial clients across multiple sectors. Our team works with a wide range of metals and weld joint configurations, delivering durable and reliable results for both simple and complex fabrication requirements. Whether your project involves structural welding, sheet-metal assemblies, machinery components, or custom metal products, we execute every weld with accuracy, consistency, and full adherence to industry standards.
Using advanced equipment and skilled techniques, we handle butt joints, lap joints, tee joints, corner joints, edge joints, and a variety of weld types with exceptional craftsmanship. From small-batch production to large-scale fabrication, Kirmell is committed to delivering strong, clean, and long-lasting welds that support the performance and durability of your final product.
Conclusion
A solid understanding of different types of welding joints is essential for producing strong, reliable, and high-quality welded structures. Each joint configuration, whether butt, lap, tee, edge, or corner, has its own strengths, preferred weld types, and ideal applications. By choosing the correct weld joints and applying the proper welding technique, you ensure maximum performance and durability in any fabrication project.
FAQs
What are welding joints?
How many main types of welding joints are there?
Which welding joint is the strongest?
What factors determine which welding joint to use?
What is the difference between a weld type and a welding joint?
Do all welding joints require edge preparation?


