What Is CNC Threading And How Is It Done?
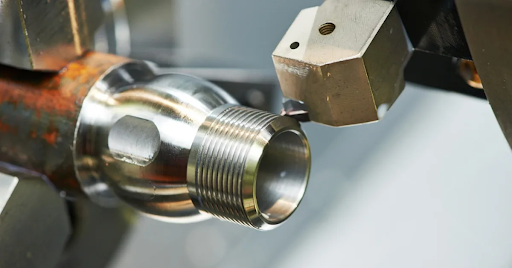
Threads are one of those “small” features that quietly decide whether an assembly feels solid or becomes a constant source of loosening fasteners, leaks, and rework. CNC threading is the modern method of producing accurate, repeatable CNC threads using computer-controlled machine tools. It is used for everything from tiny internal screw threads in aluminium housings to heavy-duty connections on CNC threaded rods, as well as industrial applications involving a CNC pipe threading machine.
In simple terms, CNC threading is a machining process that creates internal (female) and external (male) threads by moving a cutting or forming tool in a precisely controlled relationship with a rotating workpiece or toolpath. The CNC machine ensures the correct pitch, depth, and geometry so parts assemble smoothly and hold reliably. Whether you are producing a single prototype or running high-volume production, CNC threading delivers consistency that manual methods cannot match.
This article explains what CNC threading is, the types of threading for CNC machining, and how CNC threading is done step by step, from planning and tooling to machining and inspection.
What Are CNC Threads And Why Do They Matter
Threads exist to connect components quickly and cost-effectively. They enable bolts to fasten into tapped holes, fittings to seal into ports, caps to close housings, and connectors to hold parts together under vibration and load. Because threads are so common, even small errors can cascade into big problems like cross-threading, poor fit, stripping, loosening, or leakage.
Good threads are not only about “having the right diameter.” They require correct pitch, accurate thread form, and a clean entry chamfer so fasteners start properly. CNC machining excels here because it can repeat the same motion and cutting conditions over and over, producing CNC threads that are consistent from part to part.
CNC Internal Threading Vs External Threading
At the highest level, CNC threads are either internal or external, and each has its own challenges.
CNC Internal Threading
Internal threads are cut inside holes. They are common in housings, plates, blocks, and fittings. Internal threading can be more challenging because space is limited, chips can pack inside the hole, and tools have less room to escape if something goes wrong. Tool selection, chip evacuation, and correct pilot hole sizing are critical.
External Threading
External threads are cut on the outside of shafts, studs, bolts, and CNC threaded rods. They are often easier to inspect and machine because chips fall away more readily and tools have more clearance.
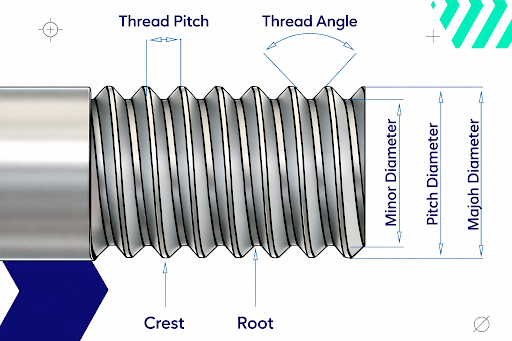
CNC Thread Anatomy And Key Terms
Understanding thread terminology helps ensure correct design, programming, and inspection.
- Crest: Top ridge of the thread
- Root: Bottom of the groove between threads
- Flank: Angled sides connecting crest and root
- Pitch: Distance between adjacent threads
- Helix Angle: Angle of the thread relative to the axis
Additional commonly used terms include:
- Major diameter
- Minor diameter
- Thread engagement length
- Class of fit
Types Of Threading For CNC Machining
Before understanding how CNC threading is performed, it is important to understand the main types of threading for CNC machining. Each method serves a different purpose depending on thread size, material, tolerance, and production volume.
1. Tapping
Tapping is one of the most common methods for producing internal threads. A tap is driven into a pre-drilled hole and cuts the thread profile as it advances. In CNC machines, tapping is highly repeatable because spindle rotation and feed are controlled. Many CNC setups use rigid tapping, where spindle speed and feed rate are synchronised to maintain accurate pitch.
When Tapping Works Best
- Small to medium internal threads
- Standard thread sizes
- High-volume production
- Applications where cycle time is critical
Common Tapping Risks
- Tap breakage, especially in harder materials
- Chip packing in blind holes
- Limited flexibility for nonstandard pitches
Tapping is fast and efficient, but it requires correct pilot hole sizing, proper lubrication, and good chip control.
2. Thread Milling
Thread milling uses a rotating cutter that follows a helical toolpath to generate threads. It can produce both internal and external threads and is often chosen when tapping is risky or when greater flexibility is required.
Thread milling is ideal for larger threads, harder materials, or expensive parts where tap breakage would cause scrap. It also allows fine adjustment of thread fit by slightly changing the toolpath diameter.
Advantages Of Thread Milling
- Suitable for internal and external threads
- One tool can cut multiple diameters of the same pitch
- Lower risk of catastrophic tool failure
- Easy adjustment of thread fit
Considerations With Thread Milling
- Requires sufficient clearance and tool access
- Slower than tapping for small threads
- Requires a stable setup to prevent chatter
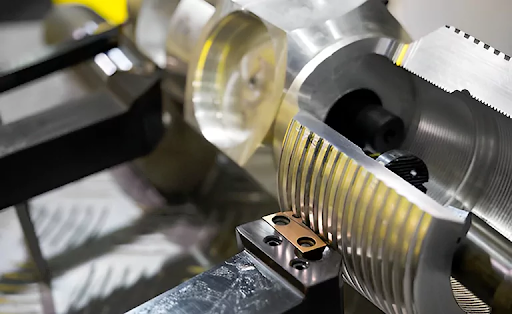
3. Single Point Threading On A CNC Lathe
Single point threading is a traditional and highly flexible method used primarily on CNC lathes. A threading tool CNC insert gradually cuts the thread groove over multiple passes while the machine synchronises tool feed with spindle rotation.
This method is commonly used for external threads but can also be used for internal threads with boring-bar style tooling.
Why Single Point Threading Is Popular
- Extremely flexible for different pitches and profiles
- Excellent control over thread geometry
- Ideal for custom or nonstandard threads
- Works well on turned cylindrical parts
Single-point threading is performed on CNC lathes, which are designed to rotate the workpiece while the cutting tool moves along the axis. If you are unfamiliar with how turning operations work, read the guide on what a CNC lathe machine is and how it is used.
4. Thread Rolling And Thread Forming
Thread rolling, also known as thread forming, creates threads by deforming the material instead of cutting it. Hardened dies press the material into shape, producing threads without chips.
Thread rolling is widely used for high-volume external threads, including many CNC threaded rods, because it produces strong threads with excellent surface finish.
Benefits Of Thread Rolling
- Strong, smooth threads
- No chips
- High repeatability in production
- Faster for large quantities
Limitations Of Thread Rolling
- Not suitable for brittle materials
- Requires an accurate blank diameter
- Generally limited to external threads
5. Thread Grinding
Thread grinding is used when very high precision is required or when parts are hardened. It produces excellent surface finish and accurate geometry, making it suitable for precision lead screws and hardened components. Due to cost and cycle time, it is usually reserved for specialised applications.
6. Thread Whirling
Thread whirling is a high-precision process often used for long, slender components or complex thread forms. A whirling head with multiple cutting edges rotates around the workpiece, producing accurate threads efficiently. This method is common in specialised industries requiring long threaded components.
CNC Lathe Threading Program Basics
A CNC lathe threading program controls how the tool advances in sync with the spindle. The key idea is simple: the tool must move a precise distance along the axis for every spindle revolution so the pitch stays correct.
Common threading cycles may include options that automate multiple passes, depth reduction, and spring passes. Different controls use different formats, but the main things you manage are:
- Pitch or feed per revolution
- Start and end points for the thread
- Depth of cut per pass
- Number of passes and finishing passes
- Safe approach and retract motions
- Runout strategy so the tool exits cleanly
A well-written program helps reduce chatter, avoid tearing the thread surface, and protect the insert from overload.
Some common threading cycles:
- G32 / G33: single-line threading (you program each pass)
- G92: simplified threading cycle (often for short/custom needs)
- G76: multi-pass “canned” threading cycle with depth reduction and spring passes
A simplified illustrative example (syntax varies by control—Fanuc-style shown):
(Example: external thread using G76 – illustrative only)
G50 S2500
G96 S180 M03
G00 X22.0 Z2.0
G76 P020060 Q100 R0.05
G76 X18.5 Z-25.0 P1200 Q200 F1.5
G00 X200 Z200
M30
Writing an effective CNC lathe threading program requires a solid understanding of CNC controls, feed synchronization, and toolpath logic. For a broader overview of how CNC programs are created and managed, you can also read the complete guide to CNC machining programming software.
How CNC Threading Is Done Step By Step
Regardless of the threading method used, CNC threading follows a logical, repeatable workflow.
Step 1: Define The Thread Specification
Begin by defining:
- Internal or external thread
- Thread standard and size
- Pitch and tolerance class
- Required thread engagement length
- Whether a tapered thread form is required
Avoid unnecessary thread depth, as excessive engagement can create tooling, chip, and cost issues.
Step 2: Model The Feature Properly In CAD
For manufacturability, it is usually better to model the pilot hole or cylinder diameter rather than fully modelled threads. This allows CAM systems to recognise threaded features correctly.
Ensure internal thread pilot holes reflect the correct minor diameter. Oversized holes reduce engagement, while undersized holes increase tool load and breakage risk.
Step 3: Choose The Threading Method
Select the most suitable option:
- Tapping for fast standard internal threads
- Thread milling for flexibility and difficult materials
- Single point threading for custom lathe work
- Thread rolling for high-volume external threads
- Grinding or whirling for precision applications
Internal threads are always preceded by a drilled hole, and the size of that hole plays a critical role in thread quality and tool life. If you want to understand how holes are produced before threading, the detailed guide on the CNC drilling machine provides useful background.
Step 4: Select The Threading Tool CNC Setup
Tooling directly affects accuracy and surface finish. Consider:
- Insert profile and grade
- Toolholder rigidity and overhang
- Geometry and coating for the material
- Coolant and chip evacuation strategy
- Correct alignment to maintain thread form
Internal threading requires extra attention to tool clearance.
Step 5: Program The Operation
A CNC lathe threading program ensures the tool advances in sync with the spindle rotation so the pitch remains correct.
Programming considerations include:
- Pitch or feed per revolution
- Thread start and end points
- Depth of cut per pass
- Number of roughing and finishing passes
- Safe approach and retract motions
- Clean runout strategy
Proper programming reduces chatter, protects the insert, and improves surface quality.
How Accurate Are CNC Machined Threads?
Step 6: Cut Or Form The Threads
Threads are typically produced in multiple passes, especially with single point threading. Finishing or spring passes compensate for tool deflection and material spring-back.
Thread milling may include a final finishing pass for improved fit and surface finish. Tapping is usually a single continuous motion but requires stable conditions and proper lubrication.
Step 7: Deburr And Inspect
Clean thread starts are essential. Chamfering prevents cross-threading and improves assembly feel. Deburring removes sharp edges that can damage mating parts.
Inspection methods include:
- Go and no-go gauges
- Thread micrometers for external threads
- Pitch diameter measurements
- Visual inspection for burrs and damage
Inspection is especially important for safety-critical and pressure-related components.
CNC Threaded Rods: What To Know
CNC threaded rods are long components with external threads used in fastening and structural applications. Depending on tolerance and volume, they may be:
- Single point threaded for flexibility
- Thread rolled for strength and production efficiency
CNC Pipe Threading Machine Applications
Pipe-style threads often involve tapered forms and sealing requirements. A CNC pipe threading machine or dedicated setup ensures consistent geometry and surface finish, which are critical for leak-resistant connections in industrial environments.
Common CNC Threading Problems And How To Avoid Them
Even with CNC, threads can fail if the process is not set up correctly. Here are typical issues and how to prevent them.
Poor Fit Or Loose Assembly
- Verify pitch diameter and class of fit
- Adjust thread milling diameter slightly if needed
- Use finishing passes and stable tooling
Torn Or Rough Thread Surface
- Optimise cutting speed and feed
- Use sharper inserts or correct tool geometry
- Reduce chatter by improving rigidity
Tap Breakage
- Confirm pilot hole size and material hardness
- Improve lubrication and chip evacuation
- Consider thread milling for tough materials or deep holes
Cross Threading During Assembly
- Add a proper chamfer
- Remove burrs
- Ensure thread start is clean and not deformed
Incomplete Threads In Blind Holes
- Ensure tool reach is sufficient
- Allow space for chip evacuation
- Consider thread milling if tapping bottoming depth is limited
CNC Threading Services At Kirmell
At Kirmell, we offer precision CNC threading services for both internal and external CNC threads, delivering consistent pitch, clean thread form, and reliable fit. Using proven CNC processes, we support a wide range of requirements, including CNC internal threading, custom thread profiles, and accurately machined CNC threaded rods across multiple materials.
Our capabilities include single point threading on CNC lathes, thread milling for high-accuracy applications, and controlled pipe-style threading using setups comparable to a CNC pipe threading machine. Each job is supported by a dedicated CNC lathe threading program to ensure repeatability and surface quality. Contact us today to discuss your CNC threading requirements and find out how Kirmell can support your project.
Conclusion
CNC threading is the controlled, repeatable process of creating internal and external CNC threads using CNC machine tools. It can be done through tapping, thread milling, single point lathe threading, rolling or forming, and specialised methods like grinding or whirling. The best method depends on thread size, material, tolerance, and production volume.
For internal threads, CNC internal threading success depends heavily on correct pilot sizing, chip evacuation, and tool choice. For external threads, single-point threading and rolling are common, especially for CNC threaded rods. And for industrial sealing and fitting work, a CNC pipe threading machine setup can deliver consistent thread forms when accuracy matters most.
When threads are designed well, modelled sensibly, machined with the correct method, and inspected properly, they become one of the most reliable features in mechanical engineering: simple, strong, and repeatable.
FAQs
How Accurate Are CNC Machined Threads?
Do I Need To Specify The Thread Standard On My Drawing?
Should Threads Be Fully Modelled In CAD Files?
What Is The Minimum Thread Size That Can Be CNC Machined?
Can Blind Holes Be Fully Threaded To The Bottom?
Are CNC Threads Suitable For Repeated Assembly And Disassembly?
Can Different Thread Types Be Machined On The Same Part?
How Does Material Choice Affect Thread Performance?


