How to Reduce Warping in Laser-Cut Sheet Metal
Warping is one of the most common and frustrating problems in laser-cut sheet metal. Even with modern high-precision laser systems, parts can bend, bow, or twist after cutting, leading to dimensional inaccuracies, assembly issues, rejected parts, and wasted material.
The good news is that warping is not random. It happens for well-understood physical reasons, and with the right design, material choices, and process control, it can be significantly reduced or even eliminated.
This in-depth guide explains why warping occurs in laser-cut sheet metal and, more importantly, how to reduce it, covering material behaviour, design decisions, heat management, mechanical stresses, and post-processing techniques.
What Is Warping in Laser-Cut Sheet Metal?
Warping is the unwanted bending, bowing, or distortion of a laser-cut part intended to remain flat or maintain a precise geometry. It can occur immediately after cutting or develop once the part is removed from the sheet.
Warping typically shows up as:
- Parts lifting at the corners
- Bowing along long edges
- Twisting across thin sections
- Uneven surfaces that no longer sit flat
While laser cutting is a non-contact process, it still introduces thermal and mechanical stresses into the material, which are the root causes of warping.

How to Reduce Warping in Laser-Cut Sheet Metal
Reducing warping in laser-cut sheet metal requires a holistic approach that considers the entire fabrication process from part design and material selection to cutting strategy, handling, and post-processing. Addressing only one area rarely solves the issue; the best results come from combining multiple preventative measures.
1. Optimise Part Design Early
Many warping issues originate at the design stage, and overlooking critical considerations can lead to distortion, delays, and unnecessary rework issues.
Reduce Excessive Material Removal
Removing large amounts of material reduces internal stresses and weakens the remaining structure.
- Avoid unnecessary cut-outs or decorative features that don’t serve a functional purpose
- Reduce hole density where possible, especially in thin materials
- Break large perforated or skeletonised designs into multiple smaller components
Designs that retain more material tend to remain flatter and more stable after cutting.
Balance Geometry
Balanced designs distribute internal stresses more evenly across the part.
- Use symmetrical layouts wherever possible
- Avoid long, narrow, unsupported sections that can easily flex
- Introduce ribs, folds, or returns to increase stiffness without significantly increasing weight
Even small geometric adjustments can dramatically improve resistance to warping.
Increase Thickness Where Possible
Thin materials are far more susceptible to distortion.
- A slight increase in thickness can greatly improve rigidity
- Thicker material resists both thermal expansion and stress release more effectively
When flatness is critical, thickness optimisation is often one of the simplest and most reliable solutions.
Also, explore a detailed guide to common laser cutting mistakes that can ruin custom parts, besides warping.
2. Choose the Right Material
Material selection plays a major role in warping behaviour, as different metals respond differently to heat input and stress release. If you’re unsure which material best suits your application, check out the guide on what materials can be laser cut, which explains the properties, advantages, and limitations of each option
Key considerations include:
- Material grade consistency – inconsistent batches may warp unpredictably
- Sheet flatness tolerance – flatter starting material reduces risk
- Suitability for laser cutting – some alloys respond better than others
For applications where flatness is critical, higher-quality or stress-relieved material may justify the additional cost by reducing scrap rates, rework, and production delays.
3. Manage Heat Input During Cutting
Thermal stress is a major contributor to warping. Managing how heat is applied and dissipated during cutting is essential for maintaining part stability.
Optimise Cutting Parameters
Incorrect laser settings can introduce unnecessary heat into the material.
- Use appropriate power levels for the material thickness
- Avoid excessive dwell time that overheats localised areas
- Ensure correct focus position for efficient, clean cuts
Well-optimised parameters minimise the heat-affected zone and reduce thermal gradients.
Control the Cutting Sequence
The order in which features are cut has a direct impact on heat distribution.
- Avoid cutting all features in one area consecutively
- Alternate cut locations to allow heat to dissipate evenly
- Cut internal features before external profiles where possible
Balanced cutting sequences help prevent stress concentration and uneven expansion.

4. Use Proper Fixturing and Support
Adequate support during cutting helps keep the sheet stable and limits unwanted movement.
Effective fixturing strategies include:
- Providing sufficient slats or bed support under thin sheets
- Using clamping where appropriate to restrict movement
- Avoiding large unsupported overhangs during cutting
Proper fixturing reduces vibration and helps the material maintain its shape during thermal cycling.
5. Minimise Mechanical Stress During Part Removal
Warping can worsen during handling if parts are removed incorrectly.
Best practices include:
- Allowing parts to cool fully before removal
- Supporting large or thin parts evenly when lifting
- Avoiding aggressive bending or twisting to free parts from the sheet
Once internal stresses have shifted, excessive force can permanently deform parts that might otherwise remain usable.
6. Consider Stress-Relief Techniques
For high-precision or critical components, additional stress-relief methods may be required.
Common options include:
- Controlled cooling to reduce thermal shock
- Post-cut heat treatment to relieve residual stresses
- Mechanical straightening, applied carefully to avoid over-correction
These processes help stabilise parts before secondary fabrication or final assembly.
7. Accept That Some Warping Is Unavoidable
In certain applications, completely eliminating warping may not be practical or necessary.
In many cases:
- Assembly processes naturally pull parts flat
- Fasteners and fixings correct minor distortion
- Secondary forming operations remove residual warping
Understanding acceptable tolerances helps prevent unnecessary rejection of functionally sound parts.
The Root Causes of Warping in Laser-Cut Parts
Understanding the causes is essential before trying to prevent warping. In practice, warping usually results from a combination of factors, not just one.
1. Internal Stress in Sheet Metal (The Biggest Cause)
Most sheet metal arrives with pre-existing internal stresses locked into it during manufacturing. These stresses are created by:
- Rolling and flattening during production
- Cooling after hot rolling
- Coiling, uncoiling, and transportation
While the sheet may appear flat, the internal stresses are balanced across the material. When laser cutting removes sections of metal, that balance is disrupted. Once enough material is removed, the remaining stresses release unevenly, causing the part to bend or twist.
In many cases, warping has more to do with stress release than laser heat itself.
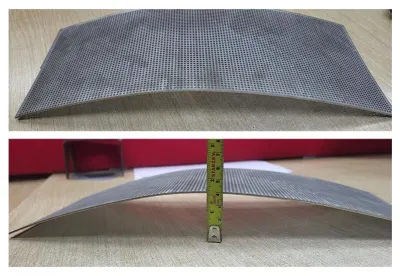
2. High Percentage of Material Removal
Parts that remove a large portion of the original sheet are far more likely to warp.
Common high-risk designs include:
- Perforated panels
- Grilles and vents
- Parts with dense hole patterns
- Thin frames or skeletonised parts
As a general rule:
When more than 50% of the material is removed, the risk of warping increases significantly.
The less material left to resist stress redistribution, the easier it is for distortion to occur.
3. Thermal Stress from Uneven Heating and Cooling
Laser cutting uses concentrated heat to melt or vaporise material along the cut path. Although the heat-affected zone is small, it still causes:
- Localised expansion during cutting
- Rapid contraction during cooling
If heat is applied unevenly, for example, cutting many features in one area before moving elsewhere, thermal gradients develop. These gradients cause uneven expansion and contraction, resulting in distortion. Thin materials are particularly sensitive to this effect.
4. Material Properties
Different metals respond differently to laser cutting due to their physical and thermal properties.
Key factors include:
- Thermal expansion rate
- Thermal conductivity
- Yield strength
- Ductility
For example:
- Materials with high thermal expansion are more prone to warping
- Softer, more ductile metals may deform more easily
- Thin gauges warp faster than thick ones under the same conditions
5. Mechanical Stress During Handling and Removal
Warping doesn’t always happen on the machine. It can occur when:
- Parts are removed too aggressively
- Large parts are lifted without proper support
- Thin sections flex during denesting
Once stresses have been released during cutting, even small mechanical forces can permanently deform a part.
Why Reducing Warping is Important in Laser Cutting?
Warping in laser-cut sheet metal is not just a visual defect it directly affects function, performance, and cost throughout the entire fabrication and assembly process. Even small amounts of distortion can create significant downstream problems, especially in precision applications.
Dimensional Inaccuracy
Warped parts often fall outside specified tolerances, making them unsuitable for precision assemblies. This can cause issues with hole alignment, edge positioning, and overall geometry, resulting in components that no longer meet engineering or quality requirements.
Assembly and Fitment Issues
Distortion leads to misaligned holes, uneven mating surfaces, and poor part fit. Assemblies may require excessive force to align, increasing the risk of fastener damage, stripped threads, or stress being introduced into surrounding components.
Reduced Structural Integrity
Warping alters how stresses are distributed across a part. Areas that bend or twist can become stress concentration points, reducing load-bearing capability and increasing the risk of fatigue, cracking, or premature failure during service.
Aesthetic and Surface Quality Problems
In visible or customer-facing components, even minor warping can significantly reduce perceived quality. Uneven surfaces, lifted edges, or twisted panels compromise the professional appearance of finished products, particularly in architectural, enclosure, or decorative applications.
Increased Manufacturing Costs
Warped parts often require additional straightening, rework, or complete replacement. This results in material waste, increased labour, longer lead times, and delayed project delivery. In high-volume production, these inefficiencies can quickly escalate into substantial financial losses.
For any application requiring accuracy, repeatability, and reliability, controlling warping is essential not just for part quality, but for maintaining efficiency, profitability, and customer confidence.

When Warping Can’t Be Fully Eliminated
Some designs, materials, or applications will always carry a degree of distortion risk. In these situations:
- Communicate flatness expectations clearly at the design stage
- Adjust tolerances where functionality allows
- Plan secondary operations such as forming or straightening in advance
Experienced fabricators identify high-risk components early and adapt their process accordingly, ensuring consistent quality without excessive waste.
Precision Laser Cutting You Can Rely On
At Kirmell, we provide fast and accurate laser cutting for a wide range of sheet metals and thicknesses. Whether you need a single prototype or a full production run, we deliver clean cuts and consistent results. Our advanced fibre laser technology ensures tight tolerances and professional-quality finishes every time.
We don’t just focus on cutting, we focus on doing it properly. By optimising laser settings, balancing heat across the sheet, and supporting materials correctly during cutting, we actively reduce the risk of warping and distortion. Our team also reviews your design and material choice to help ensure flatter, more stable components.
If you’re looking for reliable laser cutting with attention to detail and real fabrication expertise, Kirmell is ready to help. We prioritise accuracy, efficiency, and parts that are ready for assembly. Get in touch today for a fast, competitive quote on your next project.
Conclusion
Warping in laser-cut sheet metal is primarily the result of stress imbalance, heat input, and material behaviour not a fault in the laser machine itself. When internal stresses are released and thermal energy is unevenly distributed, distortion becomes predictable rather than mysterious. The key is understanding these underlying causes and addressing them proactively throughout the fabrication process.
By combining intelligent design, controlled heat management, appropriate material selection, and careful handling practices, manufacturers can significantly reduce distortion and improve consistency. With the right approach, laser cutting becomes a stable, repeatable, high-precision process, not a costly trial-and-error exercise.
FAQs
Does fibre laser cutting cause less warping than CO₂ laser cutting?
Is nitrogen or oxygen assist gas better for reducing distortion?
Why do some sheets warp even before cutting?
Can nesting layout affect warping?
Is thicker always better for preventing warping?
Should I flatten warped parts before or after bending?
Does humidity or storage condition affect warping?
Are certain industries more susceptible to warping?
Can automation help reduce distortion?

