What Is Sheet Metal Bending? Process, Techniques, and Key Principles Explained
Sheet metal bending is one of the most common and important steps in metal fabrication. It’s the process that turns a flat sheet into a strong, usable part, whether that’s a car panel, machine cover, or metal bracket. By applying controlled force along a specific line, the sheet assumes a new shape without compromising its strength or thickness.
This process combines precision, skill, and modern machinery to create parts used in almost every industry. In this guide, we’ll explain how sheet metal bending works, the methods used, and the tools and materials that make it possible.
Why Is Sheet Metal Bending Essential in Manufacturing?
Sheet metal bending is one of the most cost-effective and efficient ways to shape metal without cutting or welding. Manufacturers use it to transform a flat sheet into a three-dimensional form by applying force along a specific line, creating angles or curves without removing material.
Its importance lies in its efficiency and precision. Instead of welding multiple pieces together, bending allows a single sheet to be formed into a finished shape, saving time, reducing labour costs, and improving overall structural strength.
For example, items like air-conditioning ducts, machine housings, electrical boxes, and steel furniture are all created through bending. This technique minimises joints and fasteners, resulting in cleaner, stronger products with fewer potential points of failure.
Furthermore, bending is compatible with automation, making it ideal for both large-scale production and custom fabrication. CNC bending machines can produce hundreds of identical parts with incredible accuracy, maintaining consistency across batches.
At Kirmell Ltd, we specialise in precision metal fabrication and sheet metal bending for industrial applications. Our UK-based facility uses advanced CNC machinery to deliver accurate, repeatable results for components of all sizes. Contact us for your project and get a quote.

Understanding the Sheet Metal Bending Process
At its core, the bending process relies on force and precision. A machine, most commonly a press brake, applies pressure using a punch and die set to form the metal into the desired shape.
Here’s a simplified step-by-step overview of how it works:
- Design and Measurement: Engineers calculate bend lines, angles, and material allowances using CAD software.
- Material Preparation: The metal sheet is cleaned, measured, and placed on the bending machine.
- Clamping: The sheet is held firmly between the punch (upper tool) and die (lower tool).
- Pressing: The punch applies downward force, causing the sheet to bend along the desired line.
- Forming and Releasing: Once the desired angle is achieved, the pressure is released, and the part is inspected for accuracy.
Modern workshops use CNC press brakes equipped with sensors and automated controls to ensure precise bends every time. These machines adjust pressure, speed, and alignment automatically based on the thickness and type of metal used.

Key Principles Behind Sheet Metal Bending
Bending isn’t just about applying force; it’s about understanding how metal behaves under stress. Several physical principles govern how a sheet bends:
- Elasticity and Plasticity: When pressure is applied, metal first bends elastically (it can spring back). When the force exceeds its yield strength, it bends plastically, meaning the shape becomes permanent.
- Neutral Axis: During bending, the inner surface compresses while the outer surface stretches. Between these two zones lies the neutral axis, an imaginary line that doesn’t change in length.
- Minimum Bend Radius: Each material has a minimum bend radius that prevents cracking or deformation. Bending too sharply can weaken or fracture the metal.
These principles are crucial in design and manufacturing because they determine how much force is needed, what tooling is suitable, and how accurate the bend angle will be.
Types of Sheet Metal Bending Methods
Sheet metal bending can be performed using several different techniques, depending on the desired shape, thickness, and production scale. Below are the most common methods used in fabrication workshops:
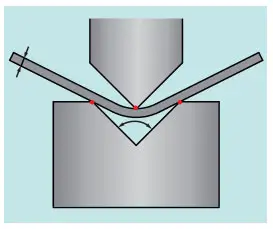
Air Bending
In air bending, the punch presses the sheet into the die without touching its bottom surface. The depth of penetration determines the bend angle, giving great flexibility. It’s one of the most commonly used techniques because it requires less force and allows multiple angles with a single die set.

Bottoming (Bottom Bending)
Here, the punch presses the metal sheet firmly against the die bottom, fixing it into an exact angle. It offers higher accuracy than air bending but requires greater force and specific tooling for each angle.
Coining
Coining uses very high pressure to deform the metal completely into the die. It produces extremely precise bends with minimal springback, making it ideal for tight-tolerance components in the aerospace and electronics industries.

Wipe Bending
This method folds the sheet over the edge of a die while a pressure pad holds it in place. It’s often used for flanges and hems, such as door panels or enclosures.

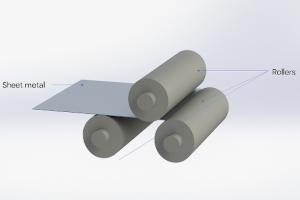
Roll Bending
Roll bending uses a set of rollers to gradually curve the sheet into large, smooth radii. It’s typically used for making cylindrical or curved components, like tubes, tanks, or pipes.
Rotary Draw Bending
A highly controlled method that uses a rotating die to pull the metal around a fixed form. It’s perfect for bending tubes and hollow sections with precision, common in automotive and furniture production.
Folding
Folding machines clamp the sheet and lift one end to create a bend. This process is suitable for long bends and large sheets, providing clean and consistent results.
V-Bending
The most universal and widely used technique. A V-shaped die and punch form the sheet into desired angles, making it ideal for both small and large production runs.
Tools and Equipment Used in Sheet Metal Bending
Successful bending depends heavily on the right tools and machines. Here are the most common types used in fabrication:
- Press Brake: The main machine for bending sheet metal. It can be manual, hydraulic, or CNC-controlled.
- Punch and Die Sets: Interchangeable tools that define the angle and shape of the bend. Different sets are used for V-bends, U-bends, and special profiles.
- Folding Machines: Best for long, thin sheets that require consistent bends across their length.
- Roll Benders: Machines equipped with three or more rollers for producing cylindrical shapes.
Safety and maintenance are also critical. Operators must regularly inspect tools for wear, ensure proper alignment, and keep surfaces clean to maintain precision and prevent defects.
At Kirmell Ltd, we combine skilled craftsmanship with advanced CNC press brakes and tooling to achieve precise bends every time. Our fabrication services include bending, pressing, and forming for mild steel, stainless steel, and aluminium, ensuring consistent quality and reliable turnaround times for UK industries.

Factors Affecting Metal Bending Accuracy
Even minor variations in material, tooling, or machine setup can affect the bend angle and overall quality. The two most important factors are springback and bend allowance.
Bending Springback
Springback occurs when the metal slightly returns to its original shape after bending due to its elastic properties. This means the final angle may be less than intended.
To counteract this, fabricators often:
- Slightly overbend the part to compensate for springback.
- Use coining for higher accuracy.
- Adjust the punch and die geometry according to the material type.
Springback varies depending on metal type, thickness, and yield strength, which is why precision measurement and testing are essential before full-scale production.
Bend Allowance and K-Factor
Bend allowance refers to the extra material required in the flat pattern to achieve the correct bend length after forming. The K-factor helps determine how much the material stretches during bending; it’s the ratio between the position of the neutral axis and the material thickness.
Understanding these calculations ensures that parts fit perfectly when assembled, avoiding costly rework or wasted material.
Engineers use CAD software and CNC machines to automate these adjustments for consistent accuracy across every bend.

Materials Suitable for Sheet Metal Bending
Not all metals bend the same way. Each has unique properties that affect how it behaves under stress.
Mild Steel
Strong, affordable, and easy to bend. Suitable for most general fabrication projects.
Stainless Steel
Corrosion-resistant and durable but requires more force to bend. Often used for medical, food, and architectural applications.
Aluminium
Lightweight and ductile. It bends easily but can crack if the radius is too tight. Ideal for automotive and aerospace components.
Copper and Brass
Highly malleable and visually appealing, used in decorative and electrical applications. Care must be taken to prevent surface marks during bending.
Selecting the right material isn’t only about strength; it’s also about formability, thickness, and finish requirements. Testing small samples before production helps identify the best bend radius and tooling setup.

Sheet Metal Design Tips for Better Bending
Design plays a major role in how efficiently a part can be bent. Poorly designed parts often lead to tool damage, inaccurate angles, or unnecessary waste. Here are practical guidelines every designer should follow:
- Keep Bend Radii Consistent: Using the same radius throughout a project reduces setup changes and ensures uniform bends.
- Maintain Proper Hole Distance: Keep holes and cutouts at least twice the material thickness away from bend lines to avoid distortion.
- Design for Standard Tooling: Using common punch and die sizes lowers costs and simplifies production.
- Account for Grain Direction: Bending parallel to the metal grain increases the risk of cracking. Always bend across the grain when possible.
- Simplify Bend Sequences: Arrange bends logically to avoid interference and minimise repositioning on the press brake.
A design that follows these best practices saves time, reduces material waste, and leads to higher-quality finished products.
When to Use Sheet Metal Bending in Fabrication
Sheet metal bending is chosen whenever a project requires lightweight, durable, and precise components.
It’s particularly useful in:
- Prototyping: Quick and efficient for testing part designs before mass production.
- Enclosures and Panels: Ideal for electronics and machinery housings.
- Brackets and Supports: Strong yet simple to produce in large volumes.
- Architectural Elements: Used for cladding, trims, and structural features.
Compared to welding or casting, bending is faster, cleaner, and more economical for thin or medium-gauge metals. It also maintains the sheet’s original strength because no material is removed or added during forming.
By combining bending with laser cutting or punching, manufacturers can create complex parts with high dimensional accuracy and minimal post-processing.

Sheet Metal Bending Compared to Other Fabrication Processes
Bending is just one of several metal forming techniques but it stands out for its precision and versatility. Here’s how it compares to other common methods:
- Stamping: Best for high-volume production but requires expensive dies. Bending is more flexible for small to medium batches.
- Punching: Used to create holes or cut shapes. Often performed before bending in a fabrication sequence.
- Rolling: Produces large curves and cylinders; bending is better for sharp angles or smaller radii.
- Welding: Joins separate parts, whereas bending forms a shape from a single piece, resulting in stronger and cleaner joints.
In many modern workshops, bending is combined with CNC cutting, laser marking, and deburring to achieve complete end-to-end fabrication efficiency.
Precision Sheet Metal Bending by Kirmell Ltd
At Kirmell Ltd, we deliver high-quality sheet metal bending and fabrication services using advanced CNC press brakes and precision tooling. Our skilled team ensures each component meets exact specifications with clean finishes and reliable strength ideal for industrial, automotive, and construction applications.
From one-off prototypes to large-scale production, we work with mild steel, stainless steel, and aluminium to achieve consistent, accurate results. For expert metal bending and fabrication in the UK, contact Kirmell Ltd today to discuss your project or request a free quote.
Conclusion
Sheet metal bending remains one of the most valuable and widely used processes in modern manufacturing. From small custom parts to large industrial structures, it enables designers and engineers to create precise, functional, and cost-effective metal components with minimal material waste.
By understanding the methods, materials, and key principles behind the process, manufacturers can achieve exceptional accuracy and performance in every project.
If your business requires precision sheet metal bending or fabricated metal components, partnering with a professional UK manufacturer like Kirmell Ltd ensures quality, consistency, and engineering excellence backed by decades of experience in metal fabrication and CNC machining.
FAQs
What is the main purpose of sheet metal bending?
How does sheet metal bending work?
Where can I request sheet metal bending or fabrication services in the UK?
Which metals are best for bending?
What are common problems during bending?


